
鍛冶職人の神聖な仕事 – 打ち刃物の製法
皆さんが包丁を作っているイメージとして一番最初に思い浮かべるのはこの鍛冶職人が1丁1丁ハンマーで叩いているイメージではないでしょうか。
打ち刃物は包丁の歴史でも示した通り、日本刀などの製造から受け継がれた伝統のある製法です。軟鉄とハガネなどを炉で熱してハンマーで打ち、形状を作り上げる製法で、抜き刃物に見られる金型は基本的に存在せず、形見本に合わせ形状を作り上げるまさに職人仕事です。
そのため抜き刃物と違い大量生産には向かず、数量によるコストメリットがないため、単価が比較的高めになります。しかしながら金型がないことから、多種多様な包丁を製造することができるメリットもあります。
一般的な打ち刃物の製造工程
日本の刃物の技術で最も進んでいるといえるのは、日本刀を含めた鍛冶による刃物造りです。ここでは一般的な打ち刃物の製造工程を紹介します。時代が変わっても基本的な工程が変わらないという完成された工法とも言えます。

1.鍛接
地金(軟鉄)と刃金(ハガネ)を接合します。ホウ酸を接着剤代わりに地金と刃金を合わせ、炉で1,200℃程度まで赤くなるまで熱し、ハンマーで叩いて接合します。ハガネが刃の部分、軟鉄が刃を支える骨組みとして構成されるので、非常に丈夫でかつ切れ味に優れた包丁に仕上がります。

2.鍛造
鍛接したかたまりを、炉の中で800℃〜900℃程度に赤め、熱し上げたところをハンマーで叩いて包丁の形に仕上げていきます。何度も炉で赤め、ハンマーで叩く工程が何度も繰り返されます。形を作り上げる目的以外に素材を鍛えるという重要な役目があり、素材が緻密に結びつくことで素材が締まることにより、より硬く、よりしなやかに仕上がります。
金型を利用せず、機械式のスプリングハンマーと金槌を使い分け、形見本に合わせ徐々に薄く延べていきます。まさに職人芸です。福井県の越前市ではある程度まで延べた包丁を2本重ね合わせ、一度に形を整える「二枚打ち」が有名です。

3.荒仕上げ
鍛造した包丁のゆがみ・ねじれをハンマーで叩いて直し、余分な部分をカットしたり、グラインダーや荒砥石で削り、形を整えます。グラインダーや荒砥石に当てる際は研ぎ柄に固定し削り出します。

4.焼き入れ・焼き戻し
鋼によって、焼き入れ温度(約780℃~1100℃)と、冷却媒体(水、油、空気)に違いがあります。
■水焼き入れ / 油焼き入れ
炭素鋼などの場合は、鋼を適切な温度まで熱した後、水や油に入れ、急冷します。
■空気焼き入れ
ステンレス鋼などには、水や油を使わずに、そのまま空気中で冷却し、焼き入れするものもあります。
■焼き戻し
焼き入れが終わった後、鋼を再加熱する(約150℃~200℃)ことによって、硬度を少し落とし、鋼に適度な粘りを与えます。

5.荒研ぎ・本研ぎ
包丁の表面の平面・裏面の裏すき・切刃部・しのぎを研ぎ出し、和包丁らしい形に仕上げていきます。水砥が基本で徐々に目を細かくしていきます。
荒仕上げ状態の包丁は厚く仕上がっているので、この荒研ぎで徐々に薄く研いでいきます。抜き刃物でいう研削の工程になります。この際に、形を整え同時に刃も付けていきます。
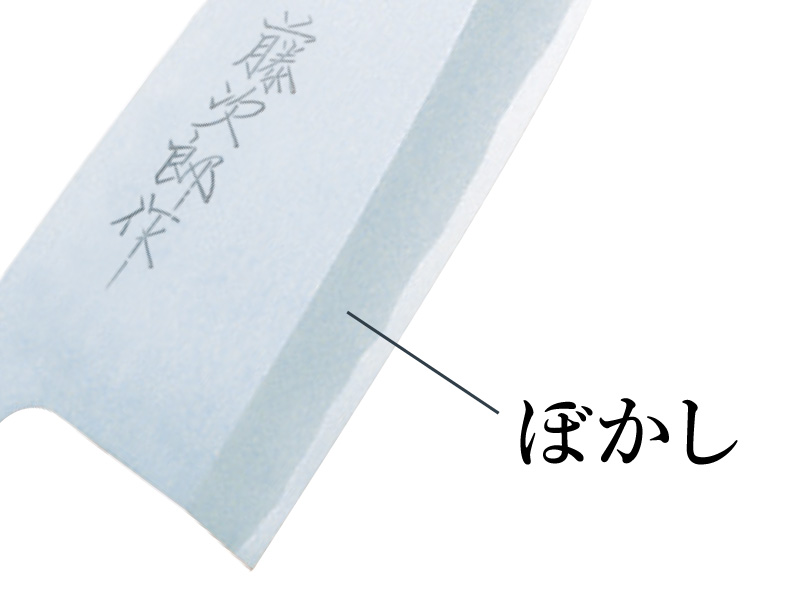
6.仕上げ・ぼかし
刃が付いた包丁の表面を艶出しします。バフなどで磨き光沢を出した後、しのぎと刃の間の切刃に天然砥石の粉ををこすりつけ地金を曇らせることで、地金部と刃金の境目をはっきりと際立たせ、ハガネの輝きを目立たせます。

7.柄入れ
磨き上げた包丁の中子をガスバーナーなどで焼き、ほうの木の柄の穴に差し込みます。木づちで柄尻を叩くと包丁が柄の中に入っていきます。包丁と柄の間に接着剤は全く使用しませんが、柄の収縮により包丁が抜けることはありません。この後包丁のゆがみを直し、柄と包丁のセンターを出します。

8.錆止め・包装
和包丁の場合、ハガネでできているため、流通段階でサビが発生してしまいます。このサビを防ぐために包丁の表面にニスや椿油などを塗り、サビを防止します。また、包丁自体にハガネの酸化を防止する特殊な薬品が塗られた「錆止め紙」を刀身に巻き、包装します。









